全自动压滤机 引领固液分离高效化与智能化的未来
在现代工业生产、环保治理和资源回收领域,固液分离是一个至关重要的环节。传统的压滤设备往往依赖大量人工操作,效率低下且稳定性难以保障。随着自动化与智能化技术的深度融合,全自动压滤机应运而生,它不仅是传统压滤设备的升级换代,更代表了一套高效、智能、可靠的完整解决方案,正深刻改变着固液分离处理的面貌。
一、核心优势:效率与智能的双重飞跃
1. 高效处理能力
全自动压滤机通过集成化的机械设计与精密的控制系统,实现了从进料、压滤、洗涤(如需要)、吹干到卸料的全程自动化循环。其核心的高压压榨系统能在短时间内对滤板施加均匀且巨大的压力,显著提高过滤速度与滤饼的含固率,处理能力远超传统手动或半自动设备,大幅缩短了生产周期。
2. 智能化运行与控制
智能化是全自动压滤机的灵魂。设备通常配备先进的PLC(可编程逻辑控制器)和触摸屏人机界面,操作人员可轻松设定和调整压力、时间、循环步骤等参数。部分高端机型更集成了物联网(IoT)技术,能够实时监控运行状态、滤饼含水率、设备能耗等关键数据,并实现远程监控、故障诊断与预警。这种智能化管理不仅减少了人力成本,更确保了生产过程的稳定性和可追溯性。
3. 卓越的可靠性与安全性
全自动运行减少了人工干预,避免了因操作不当引发的安全隐患和设备损伤。采用高强度材料和耐腐蚀设计的滤板、液压系统以及多重安全保护装置(如压力传感器、限位开关、紧急停止等),确保了设备在恶劣工况下也能长期稳定运行,降低了维护频率与成本。
二、广泛的应用领域
全自动压滤机的卓越性能使其在众多行业中得到广泛应用:
- 环保领域:城市污泥脱水、工业废水处理(如化工、制药、电镀废水)、河道清淤等。
- 矿业与冶金:精矿脱水、尾矿处理、冶炼渣的固液分离。
- 化工与制药:产品提纯、中间体分离、催化剂回收。
- 食品与生物工程:酒糟、酵母、果汁等物料的过滤与澄清。
- 新能源材料:锂电池正负极材料、石墨等生产过程中的洗涤与脱水。
三、选型与未来发展
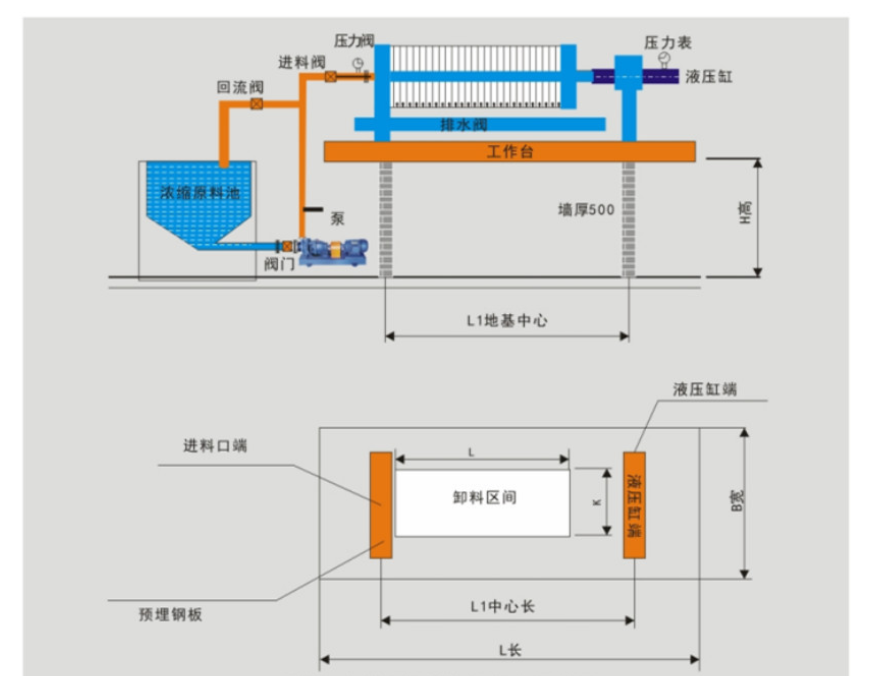
选择全自动压滤设备时,需综合考虑物料特性(颗粒度、粘度、腐蚀性)、处理量、过滤面积、工作压力及自动化程度要求等因素。随着人工智能和大数据技术的进步,未来的全自动压滤机将向着自适应优化(能根据物料变化自动调整最佳工艺参数)、预测性维护(基于数据分析预判部件寿命)和更高能效的方向持续进化。
###
总而言之,全自动压滤机凭借其无人化操作、高效率产出、智能化管理的鲜明特点,已成为现代化工矿企业和环保工程中不可或缺的核心装备。它不仅提升了生产效益与资源回收率,也为实现绿色、低碳的可持续发展目标提供了强有力的技术支撑。投资一套先进的全自动压滤系统,无疑是企业在提升竞争力道路上的一项前瞻性战略选择。
如若转载,请注明出处:http://www.hbyalvji.com/product/18.html
更新时间:2026-06-18 22:23:42