全自动食品包装与压滤设备 智能制造时代的效率与品质双引擎

在工业自动化与智能制造浪潮的推动下,食品加工行业正经历着深刻的变革。其中,全自动食品包装设备和全自动压滤设备作为生产线上的关键环节,不仅显著提升了生产效率,更在保障食品安全与产品品质方面发挥着不可替代的作用。本文将探讨这两类设备的应用价值、技术特点及未来发展趋势。
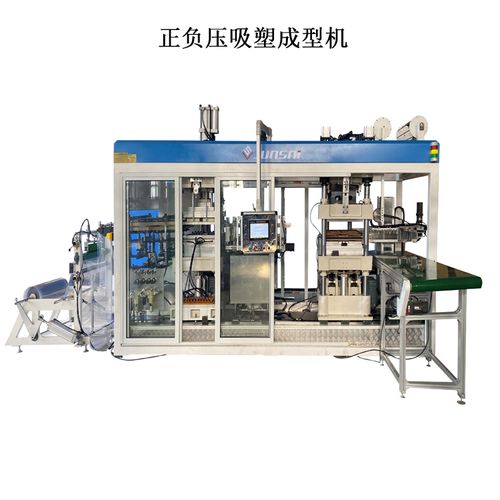
全自动食品包装设备:效率与安全的守护者
全自动食品包装设备是指通过预设程序,实现从产品输送、计量、填充、封口到喷码、检测、装箱等全过程无需人工干预的智能化系统。它广泛应用于各类固态、液态、粉状食品的包装。
其核心优势在于:
- 高效率与连续性:设备可24小时不间断运行,包装速度远超人工作业,大幅缩短生产周期,满足大规模市场需求。
- 高精度与一致性:通过精密的传感器和控制系统,确保每份产品的计量准确、包装外观统一,减少物料浪费,提升品牌形象。
- 卓越的卫生与安全性:全封闭的自动化流程最大限度地减少了人与产品的直接接触,降低了微生物污染风险。集成金属检测、重量复检、视觉识别等功能,能有效剔除不合格品,严守安全防线。
- 灵活性与可追溯性:现代设备通常具备快速换模功能,能适应多种包装规格和材料。并与工厂MES(制造执行系统)相连,实现生产数据的实时采集与全程可追溯,为质量管理提供数据支撑。
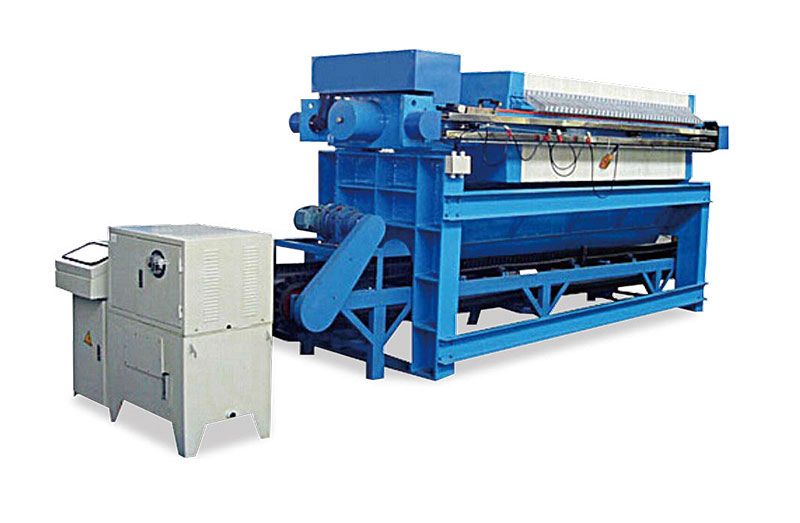
全自动压滤设备:食品精深加工的提纯利器
全自动压滤设备主要用于食品加工过程中的固液分离环节,如果汁、食用油、酒类、调味品(如酱油、醋)的澄清、提取与浓缩。它通过高压迫使悬浮液通过过滤介质,将固体截留形成滤饼,液体(滤液)则澄清排出。
其技术特点与价值体现在:
- 高效分离与高得率:采用高压过滤,分离效率高,能充分提取有效成分,提高产品得率。滤饼含湿率低,便于后续处理或作为副产品利用。
- 全自动循环作业:实现了压紧、进料、压榨、吹干、卸料、滤布清洗等工序的全程自动化。一个循环结束后自动开始下一轮,显著降低劳动强度,保障生产稳定性。
- 工艺适应性强:可根据不同物料的特性(如颗粒度、粘度、酸碱性)选择合适的滤板材质(如聚丙烯、不锈钢)、滤布及工艺参数,确保最佳的过滤效果和食品级安全。
- 节能环保:先进的设备设计减少了水和压缩空气的消耗,滤液澄清度高,有的可直接回用或达标排放,符合绿色生产理念。
协同发展与未来展望
在一条完整的食品加工线上,全自动压滤设备位于前道处理环节,负责原料的提纯与澄清;而全自动包装设备则位于后道,负责成品的封装。两者的无缝衔接与数据互通,是实现智能化“无人车间”或“黑灯工厂”的关键。
这两类设备的发展将呈现以下趋势:
- 更高程度的智能化与网络化:深度集成物联网、大数据和AI技术,实现设备自我诊断、预测性维护、工艺参数自适应优化,并与供应链、仓储系统智能联动。
- 模块化与柔性化设计:设备将更具弹性,能快速调整以适应小批量、多品种的定制化生产需求。
- 可持续性增强:更加注重节能降耗,使用环保材料,并优化设计以减少清洗用水和化学制剂的使用,支持循环经济。
- 人机协作:在高度自动化的设计更友好的人机界面,使操作和维护更加简便直观。
全自动食品包装设备与全自动压滤设备是食品工业迈向高端化、智能化不可或缺的基石。它们共同推动了食品产业从“制造”到“智造”的转型升级,在为消费者带来更安全、更优质食品的也为企业创造了更高的经济效益与核心竞争力。
如若转载,请注明出处:http://www.hbyalvji.com/product/27.html
更新时间:2026-06-18 14:07:35